本文提供了一些简要的提示,供磁粉检测初学者使用,或专业人士制定简要的参考指南。
Please wait while we gather your results.
相關(guān)博客文章

無(wú)論使用哪種類型的磁粉檢測(cè)設(shè)備���,均可使用五步法對(duì)設(shè)備進(jìn)行校準(zhǔn)�����。
閱讀全文...
本文討論了磁粉檢測(cè)中最常見(jiàn)的認(rèn)識(shí)誤區(qū)���,并給出了糾正這些誤解的一些說(shuō)明。
閱讀全文...
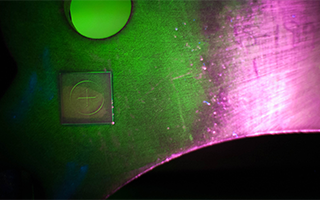
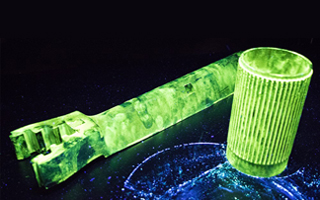
本文介紹了定量品質(zhì)試片和磁場(chǎng)指示器的原理及操作方法
閱讀全文...

本文中我們一一列舉并說(shuō)明為什么需要磁粉探傷附件來(lái)驗(yàn)證檢測(cè)系統(tǒng)性能��。
閱讀全文...

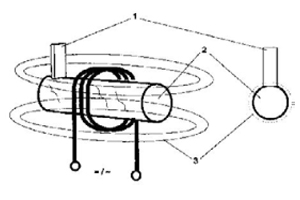
了解多向磁化的應(yīng)用�����,以及多項(xiàng)磁化對(duì)磁粉檢測(cè)的作用���。
閱讀全文...

了解磁粉探傷標(biāo)準(zhǔn)ASTM E709�、ASTM E1444和ASTM E3024的區(qū)別��。
閱讀全文...

了解ASTM和SAE/AMS標(biāo)準(zhǔn)與規(guī)范�,為滲透和磁粉探傷選擇相應(yīng)的產(chǎn)品。
閱讀全文...

磁探設(shè)備的定期維護(hù)對(duì)于無(wú)損檢測(cè)至關(guān)重要����,可助力檢查安全并減少停機(jī)時(shí)間。
閱讀全文...

在本文中�����,我們概述了在為磁粉探傷選擇合適的電磁軛或觸頭時(shí)要考慮的一些關(guān)鍵因素�����。
閱讀全文...

我們將對(duì)比多向復(fù)合磁化和單向磁化在濕法臥式磁探機(jī)上的檢測(cè)速度��。
閱讀全文...

本文解釋了油載液對(duì)磁粉檢測(cè)的重要性�,以及如何選擇合適的油載液。
閱讀全文...
本文將對(duì)磁化工件表面的切向磁場(chǎng)強(qiáng)度進(jìn)行研究�����。
閱讀全文...

在某個(gè)電流設(shè)置點(diǎn),連續(xù)多次磁化,大多數(shù)顯示值一致性很好���,個(gè)別值離異很大����?
閱讀全文...